

+7 800 201-49-59
 +7 913 795-18-48
+7 913 795-18-48
+7 913 795-18-48
     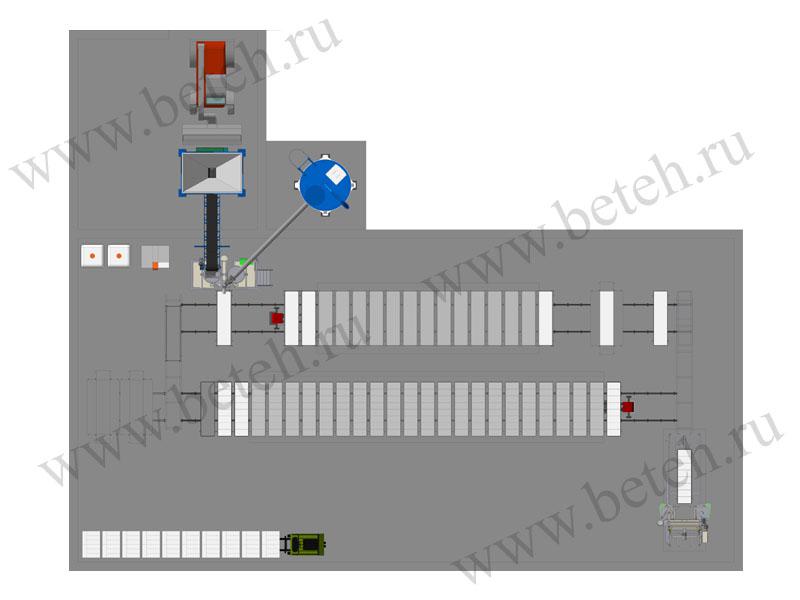 Линия ЛПГ для производства газоблоков
Линия для производства газоблоков ЛПГ-20 м3
Линия «ЛПГ» предназначена для производства газоблоков.
1. Бункер для приема песка* (чертежи для самостоятельного изготовления). Загрузка бункера производится с помощью фронтального погрузчика.
2. Грохот вибрационный ВГ-1*. Позволяет получать просеянный песок нужной фракции.
3. Ленточный конвейер. Предназначен для подачи просеянного песка в весовой дозатор.
4. Силос цементный (чертежи для самостоятельного изготовления). Силос используется для приема и хранения цемента. При работе с цементом, фасованным в мягкие мешки типа «биг-бег», возможно применение растаривателя.
5. Шнековый транспортер. Предназначен для подачи цемента в весовой дозатор.
6. Смесительный участок. Включает в себя эстакаду, весовые дозаторы цемента и песка*, газобетоносмеситель, дозатор воды с повысительным насосом, компрессор, щит управления. На смесительном участке осуществляются процессы дозирования сырьевых компонентов и приготовления газобетонной смеси.
7. Форма ФМ-0,61 м3.В состав формы входит основание с колесами и комплект съемных бортов. Размер формуемого массива - 2430*600*420 мм. Распиловка массива позволяет получить 16 блоков размером 200*300*600 мм, или 32 блока размером 100*300*600 мм. Возможна распиловка массива на блоки иных размеров. Производительность линии определяет количество используемых форм.
7.1 Оборотное основание формы ФМ-0,61 м3. Оборотные основания необходимы для поддержания непрерывности технологического процесса при заливке форм. Созревание массива в камере происходит за 4-6 часов, далее форма с массивом перемещается на участок распиловки и освобождается от бортов, а освободившиеся борта устанавливаются на оборотное основание и готовая форма отправляется на заливку. Количество оборотных оснований зависит от производительности линии.
8. Камеры созревания и теплового прогрева (чертежи для самостоятельного изготовления). В камере созревания поддерживается температура + 30-40оС, это позволяет массивам газобетона набрать пластическую прочность перед распиловкой. В камере теплового прогрева, при температуре + 60-70оС, готовые блоки набирают прочность после резки.
9. Электромеханический толкатель. С помощью толкателя осуществляется перемещение залитых форм в камеры созревания и теплового прогрева в автоматическом режиме, без участия рабочих.
10. Автоматизированный резательный комплекс АРК-005. Резательный комплекс предназначен для вертикальной и горизонтальной распиловки массива. Распиловка осуществляется одним ленточным полотном, за счет использования поворотного модуля. Работа АРК-005 полностью автоматизирована, комплекс обслуживает один оператор.
11. Тележка передаточная. Тележка позволяет осуществлять перемещение форм к смесительному участку и перемещать основания формы с разрезанным массивом от резательного комплекса в камеру теплового прогрева.
12. Рельсовые пути для перемещения форм и передаточной тележки.
*Примечание: влажность песка должна составлять не более 5%, в противном случае рекомендуется использование сушильного комплекса.
Описание технологического процесса:
Вода, подогретая** до температуры +30-40оС, подается и дозируется в газобетоносмеситель с помощью повысительного насоса и дозатора воды. Цемент посредством шнекового транспортера поступает в весовой дозатор. Песок просеивается на вибрационном грохоте и ленточным транспортером подается в весовой дозатор. Отдозированные цемент и песок из весового дозатора выгружаются в газобетоносмеситель.
После загрузки воды, цемента и песка, в смесителе в течение 3 минут приготавливается цементно-песчаный раствор. Далее, оператор загружает в газобетоносмеситель газообразующую добавку и смесь перемешивается в течение 1 минуты. Готовая газобетонная смесь выгружается в форму. Форма, заполненная газобетоном, перемещается электромеханическим толкателем в камеру созревания, где в течении 4-6 часов при температуре + 30 - 40 оС газобетон увеличивается в объеме и набрает пластическую прочность, достаточную для резки массива на блоки.
Далее, форма перемещается к резательному комплексу, освобождается от бортов и фиксируется захватом. В процессе распиловки, массив торцуется с двух сторон, срезается горбушка и подрезается донный слой. После распиловки массива, основание формы с блоками перемещается в камеру теплового прогрева, где блоки набирают необходимую прочность. Набравшие прочность блоки укладываются на паллеты, упаковываются стрейч пленкой и обвязываются стрепинг-лентой.
**Примечание: Заказчик обеспечивает наличие воды, подогретой до 30-40оС.
|
© Copyright «Бетонные технологии» 2010-2024 |
|



