

+7 383 203-28-12
 +7 913-923-66-02
+7 913-923-66-02
+7 913-923-66-02
|
|
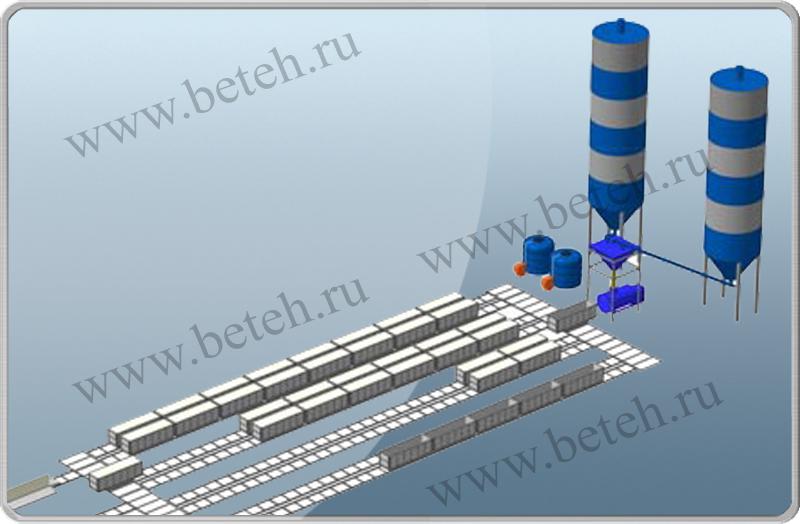 Automated lines for foamed concrete products manufacturing
Equipment set:
The non-autoclave foamed concrete units are much in demand, that is why producers are focused on designing modern automated mini-mills and developing efficiency of existent equipment for foamed concrete production. Production of high quality competitive products in accordance with customers’ demands and constructing standards make producers to develop technologies and equipment, and to increase automation of all technological processes of production. Following modern market demands «Concrete Technologies» LLC designs and completes automated foamed concrete mills. Main conception of these technological lines is quality management at all stages of production process: from the project stage where stability of products characteristics depends on chosen technologies and component analysis to the final stage of production.
Factory includes:
Automation of technological processes in non-autoclave foamed concrete production enables to decrease prime cost of products as well as to increase stability of products’ characteristics due to minimization of human factor especially in the process of proportioning of raw materials.
Section of receiving, utilization and storage of raw materialsRaw materials for production of foamed concrete mortar should meet the standards and technical specifications, they ensure controlled-quality output. Use Portland (PC-500 D0, PC-400 D20: GOST 30515, GOST 10178) as a cementing agent. Use washed bank sand or flue ash (GOST 25818-91) as a filling agent. Sand should have grains max 2 mm in size. Max content of dust and clay particles is 2-3%. Min content of SiO2 in sand is 90% or it can be min 75% of quartz in the content of sand. Mixing water should meet GOST 23732. As a regulating form agent one should use plasticizers and hardeners. 1. Receiving and storage of fine-dispersed materials (cement, flue ash) Special bins are used for receiving and storage of fine-dispersed materials, its volume is calculated according to the capacity of a foamed concrete mill. Cement carriers transport materials to the production site. Feeding of bin with the help of air compressor is through pipeline of a cement carrier. Bins have aeration system, filters and vibration generators.    2. Receiving, storage of sand and its preparation for usage Trucks transport sand to operating sites. Feeding of bin (bin’s volume is calculated according to the capacity of a foamed concrete mill) with sand is made by a truck or by a front loader. From a bin sand goes to a shaker which separates dust partials as well as sand grains with more than 2 mm in size from necessary sized particles of sand. Filtered sand goes to the bin through a band conveyor. All manipulations are operated from one panel.  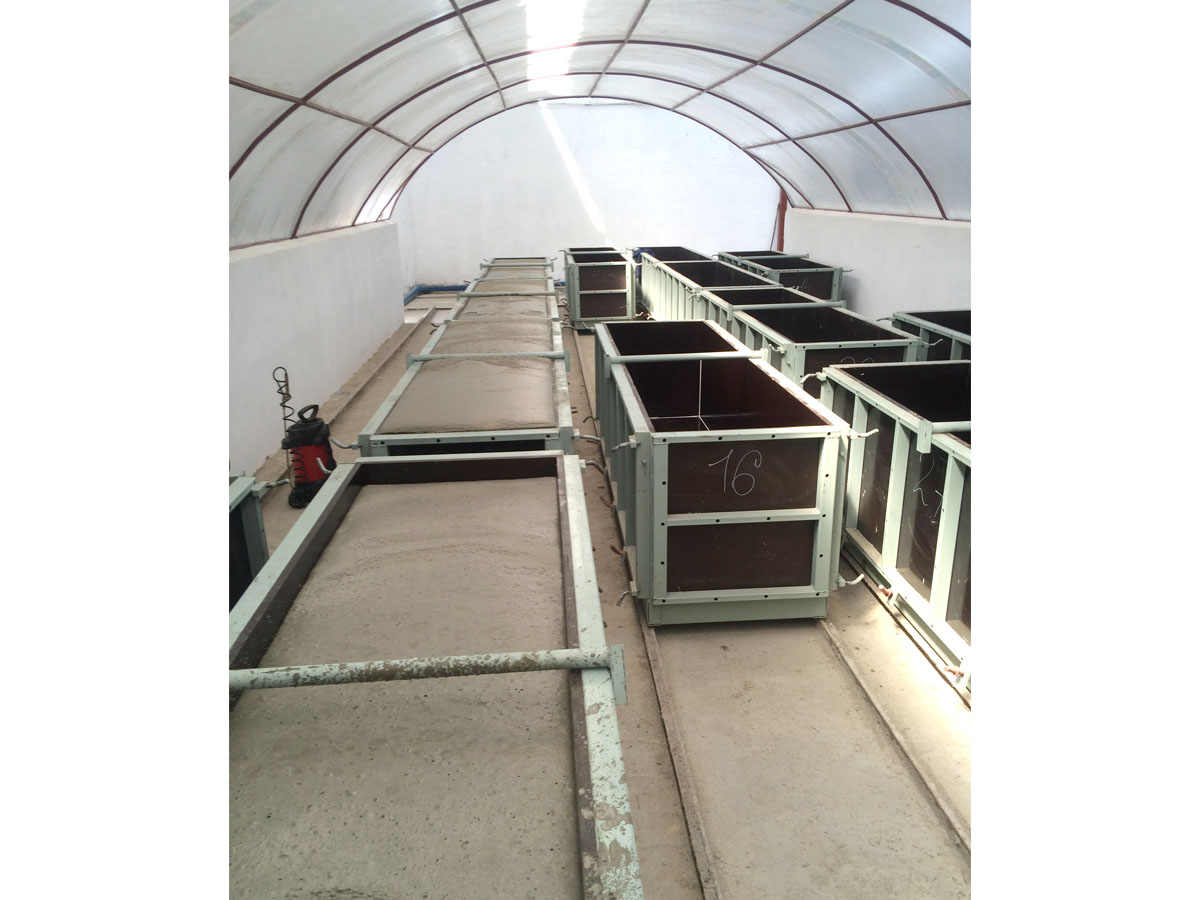 
3. Preparation of mixing water For the preparation of mixing water used complex preparation of water-through. The complex is intended for heating and maintaining the desired temperature and pressure dosing of process water in an amount specified by the operator. Water heating, and transportation to the storage tank is made with electric boilers and hydrocirculation systems gidrotsirkulyatsii. Management and control parameters by the operator. Dosing is carried to a certain extent, predetermined by the operator.
Mixing sector (foamed concrete mix preparation)Mixing sector is composed of a platform, an operating board, batchers, a foamed concrete mixer with embedded foam generator, a compressor. Sand and cement batchers are set on the platform, the mixer is placed under the batcher. One person drives feeding from a control panel. A container for foam maker is filled with foam concentrate; a container for additives is filled with necessary chemicals. One should mix liquid components and add them to the mixer according to the program. Switch on the compressor (see the direction for use). Optimal air pressure for steady work of a foam generator is 2-6 at. Pump moves water to the foamed concrete mixer. A water calculator determines the volume of mixing water running through waterway. A screw feeder transports fine-dispersed materials (cement, flue ash) to a weigh batcher, and then, depending on the foamed concrete density, necessary mass of materials goes to the foamed concrete mixer. A band conveyor transports sand from the bin to the weigh batcher, and then to the foamed concrete mixer. When all components are inside, the mortar is mixed during 2 till 5 min it becomes homogeneous. When the mortar is ready, an operator turns on the foamed concrete generator; technical foam goes to the foamed concrete mixer for 3 till 5 min.
Forming sectorThrough a drain cock of the mixer the ready foam mortar is moved via mortar rubber pipeline to moulds by excess pressure. There are two parts in a mould: a palette and demountable sides. The palette is a trolley with wheels and metal bottom. Lubricate sides of the bottom and install them on the bottom.
Thermal treatment sectionAfter pouring the foam concrete mix to form, the form is moved into the chamber of thermal treatment. After filling the chamber, it is sealed. The process of heat treatment is carried out in accordance with production schedules. Using the camera speeds up the recruitment process for stripping strength, as well as a foam concrete with high strength characteristics.
Sawing sectionAfter thermal treatment foamed concrete is placed to the cutting complex. The cutting set has two sawing heads on the same frame, for vertical and horizontal cutting of foam concrete. Complex capacity is 4-6 m3/h, 40-60 m3 per 10-hours shift, it is reached by the particular characteristic of the cutting set. . One pass makes two cuts in vertical and horizontal planes. Resource of the sawing band depends on mineral or granulometric composition (sand or flue ash). Usage of mobile moulds with demountable sides excludes lifting mechanisms. This decreases material capacity and costs.   
Produced goods storage sectionProduced blocks are stacked on the trays and wrapped by tape. Trays with blocks should be kept till getting the 70% strength level with no more than the 25% humidity level (7-10 days). Temperature required is min +15 С. One can stack trays in 2-3 decks, size of the occupied area is calculated depending on the daily productivity.   
Advantages of the automated line:Automation of processes of technological operations. In production lines, electronic control systems used feeding and dosing of raw materials to the mixing area. The work of the mixing section is managed by one operator. The work of the cutting section is managed also by one operator. Stability of batching. Starting materials go to a weigh-batcher which has strain indicators and a weight controller. This ensures precise weighting. High quality of mixing. Mixing mechanism consists of two screws adjusted in opposite directions. This allows foam and mortar to be mixed thoroughly. High level of capacity is reached by automated feeding and batching of raw materials as well as by the particular characteristic of cutting complex – a frame has two cutting heads for vertical and horizontal cutting of foam concrete. One pass ensures two cuts in different planes. Quality of produced goods. Using our equipment customers get products which have been certified. Welcome to discover and to try our products, its’ advantages and disadvantages. |
© 2010-2024 Concrete Technologies |
|


